Perma Pure
Nafion® Messgastrockner
Viele Gründe sprechen dafür, Messgase für die Analyse zu trocknen, sei es, dass die Betriebstemperatur des Analysators unter der Taupunkttemperatur des Messgases liegt oder dass die Analytik durch höhere Wasserkonzentrationen gestört wird. Klassische Messgastrockner wie zum Beispiel Kondensatkühler, Adsorptionstrockner oder Permeationstrockner verändern oft die Messgaszusammensetzung, indem die Messkomponente teilweise mit dem Kondensat ausfällt, mit dem Wasser adsorbiert wird oder mit dem Wasser permeiert. Die Trocknung mit einer Nafion®-Membrane beruht hingegen auf einem wasserspezifischen chemischen Prozess.
Prinzip der Trocknung mit Nafion® Messgastrocknern
Nafion® ist ein Copolymer aus Perfluoro-3,6-dioxa-4methyl-7octen-sulfonsäure und Tetrafluorethylen.



Nafion® absorbiert spontan Wasser aus der gasförmigen Phase.
Jede Soulfonsäuregruppe umgibt sich mit maximal 13 Wassermolekülen. Die Sulfonsäuregruppen bilden innerhalb des Polymers Ionenkanäle, durch die Wassermoleküle transportiert werden können.
Wenn Wasser eine an der Außenseite der Nafion®-Folie befindliche Sulfonsäuregruppe berührt, wird es momentan von der Gruppe gebunden. Weitere Sulfonsäuregruppen, die sich im Inneren der Wand befinden, haben jetzt, da sie noch kein Wasser gebunden haben, eine höhere Affinität zum Wasser. Das Wasser wird konsequenterweise durch die Ionenkanäle transportiert, bis die andere Wandungsseite erreicht und die Nafion®-Wand gesättigt ist. Dieser Transport erfolgt schnell. Ist der Wasserdampf-Partialdruck in der Umgebung der Nafion®-Wand niedriger als in der Nafion®-Membran selbst, wird Wasser in Form von Dampf an die Atmosphäre abgegeben – und zwar so lange, bis der Unterschied im Wasserdampf-Partialdruck zwischen den Atmosphären auf beiden Seiten der Wand ausgeglichen ist. Der Wassertransport erfolgt stets in Richtung des niedrigeren Wasserdampf-Partialdrucks.
Für die kontinuierliche Trocknung von Gasen wird das Nafion® als Rohr extrudiert. Ein Nafion®-Rohr oder ein Bündel von Nafion®-Rohren ist von einem Gehäuse umgeben und kann so mit einem Trockengas im Gegenstrom beströmt werden. Dadurch wird kontinuierlich ein Wasserdampf – Partialdruckgefälle aufrechterhalten.

Temperatur- und Druckeinflüsse, Werkstoffeigenschaften
Nafion® ist stabil bis zu einer Temperatur von 160° C jedoch setzt das Gehäusematerial und der Kopf eines Rohrbündels niedrigere Grenzen. Eine Gastemperatur von 150° C darf auch bei Verwendung von PTFE oder Edelstahlgehäusen nicht überschritten werden.
Die Menge des Restwassers in der Nafion®-Wand ist sehr temperaturabhängig. Bei höherer Temperatur wird das Wasser von der Wandung stärker zurückgehalten als bei niedrigerer und kann demzufolge nicht an das Trockengas abgegeben werden. Die Wasserkonzentration im Inneren der Nafion®-Wand korrespondiert zu der Wasserkonzentration in der Atmosphäre außerhalb des Nafions®. Erreicht nun der Wasserkonzentrationswert im feuchten Probengas den Wasserkonzentrationswert in der Nafion®-Wand, dann kann kein Wasser mehr aufgenommen werden und die Trocknung stagniert.
Die verbleibende Konzentration an Wasser im Nafion® bei der entsprechenden Betriebstemperatur bestimmt, welcher minimale Wassertaupunkt im Probengas erreicht werden kann. Bei Raumtemperatur (20°C) entspricht das im Nafion® verbleibende Restwasser einem Wassertaupunkt im Gas von -45° C. Das bedeutet, dass bei Raumtemperatur kein niedrigerer Taupunkt erreicht werden kann als -45°C.
Bei höherer Temperatur findet annähernd eine Parallelverschiebung des minimalen Taupunkts statt, d.h. eine Trocknertemperatur von 60° C korrespondiert mit einem minimalen Taupunkt von -5° C.
Da Kondensation durch Taupunktunterschreitung keinesfalls auftreten darf, müssen Perma Pure Trockner bei Gasen höherer Feuchte beheizt betrieben werden. Beheizte Trockner sollten über ihre Länge einen Temperaturgradienten aufweisen, damit eine optimale Trocknung erreicht wird. Optimal wäre eine Konfiguration, bei der an jeder Stelle des Trockners die Temperatur knapp über dem Taupunkt des Probengases liegt.
Der Differenzdruck über die Nafion-Membran beeinflusst die Trocknung über die Wasserdampf-Partialdrücke. Der Berstdruck des Nafion®-Rohrs liegt mit 13 bar weitaus über dem maximalen Betriebsdruck abhängig von Temperatur und Trocknertyp von ca. 2 bar (Differenzdruck). Der Absolut-Druck ist von untergeordneter Bedeutung.
Nafion® ist extrem korrosionsfest. Bei den Anwendungstemperaturen und in der Gasphase gibt es kaum bekannte Substanzen, die Nafion® angreifen. Begrenzt wird die Anwendung durch die Werkstoffe des Trocknergehäuses (Edelstahl, PTFE, PVDF oder Polypropylen) und der Dichtungen (Fluorkautschuk FPM).
Die Selektivität der Trocknung
Die einzigen bekannten Komponenten, die auch durch die Nafion®-Membrane transportiert werden, sind solche mit einer Hydroxylgruppe. Da die meisten anorganischen Hydroxide nicht in der Gasphase vorkommen (es sei denn als Aerosole) beschränkt sich diese Komponentengruppe im Wesentlichen auf:
Zusätzlich können organische Komponenten, die hydratisieren oder durch die saure Katalyse des Nafions® (Nafion® ist eine starke Säure) sich in Alkohole oder Enole umwandeln (Aldehyde, Ketone) ebenfalls durch das Nafion® transportiert werden. Obwohl Nafion® nicht nur Wasser transportiert, ist die Selektivität der Trocknung mit Nafion® im Vergleich zu anderen Trocknungsarten allerdings weitaus besser.
| Komponenten | geeignet | nicht geeignet |
|---|---|---|
| Atmosphärische Gase wie:N2, H2, O2, Edelgase | X | |
| Oxide: CO, CO2, SO2, SO3, NOx | X | |
| Halogene und Halogenverbindungen: Cl2, F2, HCl, HF, HBr, Halogenkohlenwasserstoffe | X | |
| Schwefelkomponenten: H2S, COS, Merkaptan | X | |
| Kohlenwasserstoffe (alle einfachen ohne funktionelle Gruppen) | X | |
| Toxische Gase wie: HCN, COCl2, NOCl | X | |
| Toxische Gase wie: HCN, COCl2, NOCl | X | |
| Anorganische Säuren | X | |
| Organische Komponenten wie: DMSO, Alkohole; org. Säuren, Aldehyde, Ketone | X | |
| Ammoniak und Ammoniumverbindungen | X |
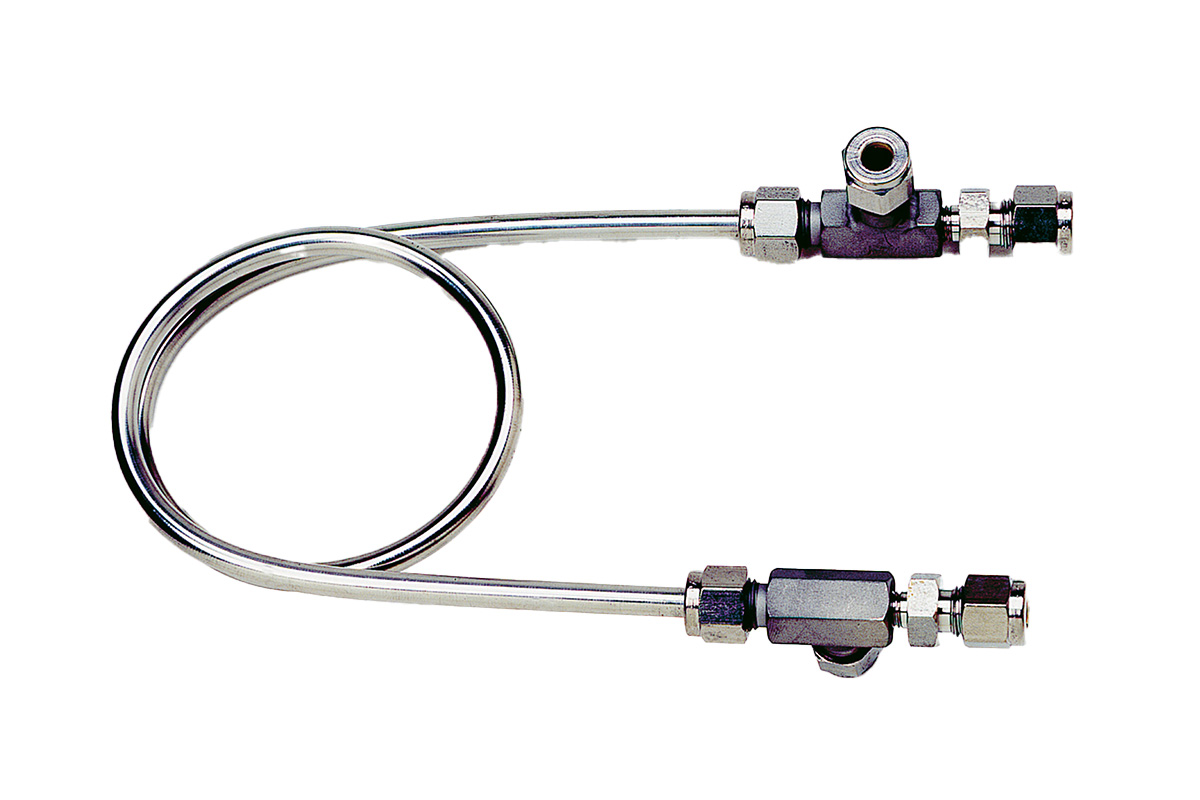
Typische Installationen
Der einfachste und effektivste apparative Aufbau ist, den Trockner mit externem Trockengas im Gegenstrom zu betreiben. Hierbei ist es unerheblich, welches Gas verwendet wird. Der Trockengasfluss sollte ca. zweimal so groß sein, wie der Messgasfluss. Lediglich bei der Trocknung von HCl-haltigen Gasen, muss der Trockengasfluss auf das 8 – 10 fache des Messgasflusses erhöht werden.
Steht kein Trockengas zur Verfügung, so kann ein Teilstrom des getrockneten Probengases abgezweigt und als Trockengas verwendet werden. Um eine Wasserpartialdruckdifferenz aufzubauen, muss das so gewonnene Spülgas mit einer Pumpe im Unterdruck durch den Spülgasraum geströmt werden. Der Differenzdruck über die Nafion®-Wand sollte mindestens 500 mbar betragen.

Wartung von Perma Pure Nafion® Trocknern
Perma Pure Trockner sind wartungsfrei, solange die Oberfläche nicht durch Partikel oder Kondensat verschmutzt wird. Es ist daher notwendig, Perma Pure Trockner nur mit filtrierten Gasen zu betreiben und ein sauberes, öl freies Spülgas zu benutzen. Im Falle einer Verschmutzung können Perma Pure Trockner gereinigt werden. Hierzu wird das Nafion® Rohr oder das Rohrbündel im ausgebauten Zustand mit Lösungsmitteln wie Halogenkohlenwasserstoffen, Isopropanol danach mit verdünnter Salzsäure und abschließend mit destilliertem Wasser gespült.
Weitere Anwendungen
Da Wasser stets in Richtung des Partialdruckgefälles wandert, eignen sich Perma Pure Trockner auch für die selektive Befeuchtung von Gasen. Eine der häufigsten Anwendungen ist die Anfeuchtung trockener Messgase oder Prüfgase bei Messmethoden, die eine bestimmte Restfeuchte erfordern.
